Дуговые сталеплавильные печи и агрегаты печь-ковш
ДУГОВЫЕ СТАЛЕПЛАВИЛЬНЫЕ ПЕЧИ ПЕРЕМЕННОГО ТОКА
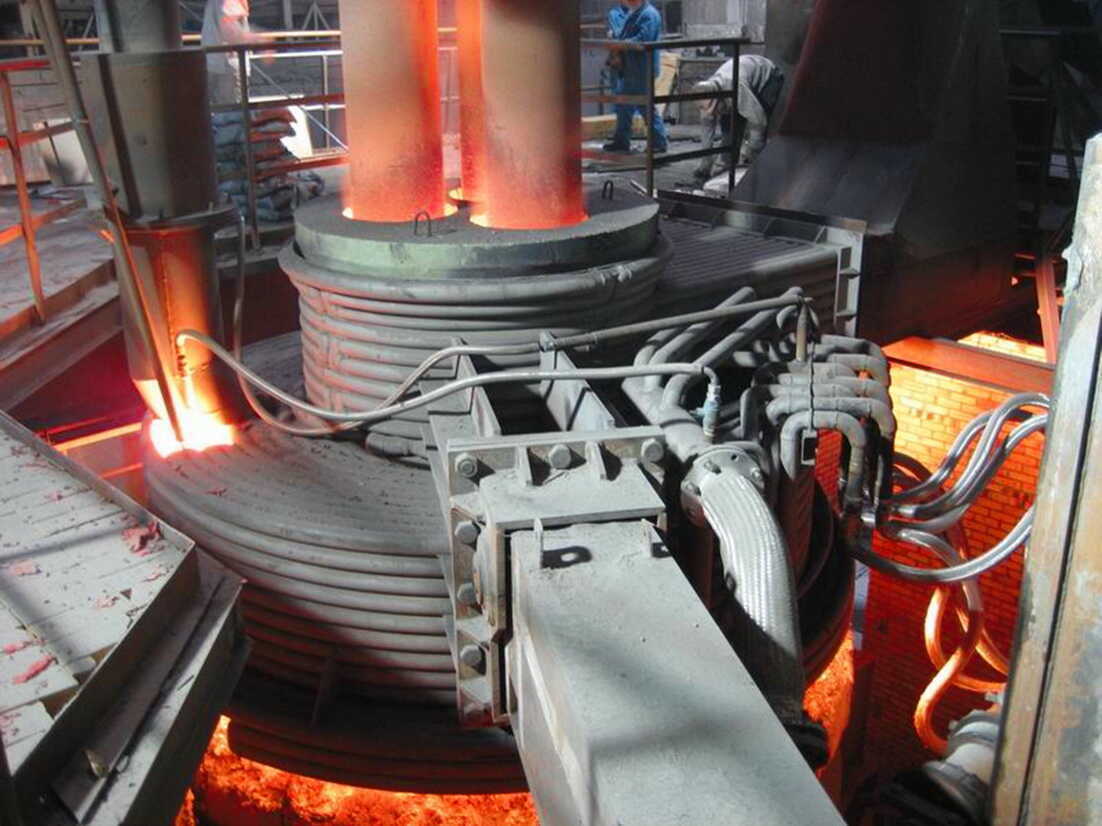
Компания "MAGMATEX" осуществляет проектирование и предоставляет широкий выбор современных дуговых печей (ДСП) емкостью от 3 до 100 тонн. Компания выполняет изготовление, поставку, монтаж оборудования, пусконаладочные работы и обучение персонала.
В конструкции дуговых электропечей используются современные технические решения, позволяющие повысить скорость плавки за счет использования трансформаторов высокой мощности и систем интенсификации плавки, сократить удельный расход электроэнергии, повысить безопасность, увеличить качество получаемой продукции, сократить время простоев и эксплуатационные затраты.
ДСП оснащаются современными системами автоматизированного управления АСУТП, которые обеспечивают: контроль параметров и управление электрическим режимом плавки; управление системой интенсификации плавки и вспенивания шлака, расчёт подачи кислорода и углеродсодержащих материалов; контроль параметров водоохлаждаемых элементов печи и т.д.
Для интенсификации плавок, экономии электроэнергии, увеличения срока службы футеровки дуговые печи оснащаются кислородными копьями, комбинированными фурмами и горелками, предназначенные для ускоренного расплавления лома, для быстрого обезуглероживания и увеличения интенсивности перемешивания, образования вспененного шлака, позволяющая значительно сократить время плавки.
ПРИМЕЧАНИЕ: вместе с ДСП возможна поставка необходимого вспомогательного комплекта оборудования: трансформаторы дуговых печей, сталевозы, стальковши, скрапавозы, загрузочные корзины, системы вдувания углеродосодержащих материалов и кислородные копья, системой подачи сыпучих материалов, быстроизнашиваемые и запасные части. При необходимости дуговые печи комплектуются современными системами газоочистки, которые могут объединяться с системами газоочистки агрегатов внепечного рафинирования.

Технические параметры дуговых печей переменного тока:
| Параметры | ДСП-1.5 | ДСП-3 | ДСП-6 | ДСП-12 | ДСП-15 | ДСП-20 | ДСП-30 | ДСП-40 | ДСП-50 | ДСП-60 |
| Емкость, т | 1.5 | 3 | 6 | 12 | 15 | 20 | 30 | 40 | 50 | 60 |
| Мощность трансформатора, МВА | 1.25 | 2 | 2.5~5 | 6~10 | 9~12 | 12~18 | 16~25 | 20~40 | 30~50 | 40-60 |
| Диаметр ванны, мм | 2200 | 2500 | 3200 | 3500 | 3800 | 4000 | 4400 | 4800 | 5200 | 5400 |
| Диаметр электрода, мм | Ø200 | Ø250 | Ø300 | Ø350 | Ø350~400 | Ø400 | Ø400~ 450 | Ø450~ 500 | Ø450~ 500 | Ø500 |
УСТРОЙСТВО ДУГОВОЙ ЭЛЕКТРОПЕЧИ :
1. Корпус электродуговой печи представляет цилиндрического или дельтовидного тела с водоохлаждаемыми панелями или без, изнутри футерованое огнеупорным кирпичем. Корпус ДСП крепится к люльке с помощью фиксаторов. Для слива расплава корпус печи имеет желоб или эркер. Дверца рабочего окна служит для просмотра состояния процесса плавки и подачи кислородного копья.
2. Люлька печи и механизм наклона:
Люлька печи установливается на опорные сектора. Гидроцилиндры наклона располагаются с двух сторон печи, соединены с корпусом люльки печи. С помощью гидроцилиндров наклона во время слива металла печь наклоняется на 20/45 градусов, во время слива шлака наклоняется на 15 градусов.
3. Механизм подъема/поворота свода:
Механизм подъема/поворота водоохлаждаемого свода установлен вместе с корпусом печи на дугообразной стойке.Механизм подъема/ поворота свода состоит из поворотной рамы, гидроцилиндра подъема свода электропечи, приводной установки, синхронных валов, опоры вращения свода, установки блокировки вращения, опорных колес и гидроцилиндра вращения.На поворотной раме также устанавливается направляющее колесо подъема электродов. Внизу закреплены 2 группы колес, чтобы поворотная рама во время наклона печи перемещалась по дуговым рельсам.
При загрузки шихты сначала поднимается свод и электроды и свод, затем посредством управления осуществляется поворот свода горизонтальным цилиндром на 85 градусов, что позволяет осуществить вертикальную загрузку материала. Для обеспечения синхронизированного подъема и опускания свода между двумя цепными колесами есть синхронизирующая ось.
4. Механизм перемещения электродов:
Данный механизм служит для уменьшения мощностных колебаний и стабилизации дуги во время плавки в ДСП, путем регулирования расстояния между шихтой и электродами - регулировка режима длинны дуги.Механизм подъема электродов состоит из колонн, гидроцилиндров подъема электродов, кронштейна, направляющих колес. Механизм оборудован компьютерной системой управления автоматической регулировкой скорости, использующая новую модель системы замедления движения.
5. Электрододержатели:
Электрододержатели токопроводящие водоохлаждаемые биметаллические (медь-сталь). В устройстве фиксации электродов используется охлаждаемый зажимной механизм с пневматическим ослаблением и рессорным сжатием. Для обеспечения безопасности между устройством зажима электродов и колоннами есть 2 области изоляции.Зажимное устройство электрода является основной частью в цепи от печного трансформатора до электрода. Оно играет важнейшую роль в определении параметров контура дуговой печи, одновременно отвечающим за безопасность работы печи. 20-40% потерь средней мощности контура приходятся на электрододердержатели, поэтому качество графитового электрода и электрододержателя являются очень важными факторами.
6. Система водяного охлаждения:
Система водного охлаждения включает следующие участки подачи воды: участок водоохлаждаемого свода, участок корпуса печи, участок электрооборудования (короткая сеть и электрододержатели), участок водомасляного охладителя трансформатора.
7. Насосно-аккумуляторная станция гидравлической системы:
Насосно-аккумуляторная станция гидравлической системы состоит из бака, насоса, электромагнитных клапанов, устройства охлаждения, датчика и клапанов.
8. Высоковольтное распределительное устройство:
Подача электропитания для системы высокого напряжения, подается к трансформатору печи ДСП через дистанционный выключатель, вакуумный предохранитель. В высоковольтном распределительном устройстве установлен реактор RC, используемый как устройство поглощения перенапряжения, для гарантии нормального функционирования трансформатора.
9. Трансформатор печной: Трансформатор печной дуговой печи – понижающий печной спецтрансформатор с очень высокой перегрузочной способностью, обладает такими особенностями как высокая возможность выдерживать перегрузки и возможность изменения вторичного напряжения.
10. Низковольтная система управления (вкл. пульт управления, шкаф источника питания, шкаф PLC-Siemens S7). Базовая автоматизация (PLC и HMI)
Агрегаты рафинировочные типа ПЕЧЬ-КОВШ
Производство высококачественной стали невозможно представить без внепечной обработки стали, которая осуществляется на агрегатах типа печь-ковш (АКП), вакууматоры, электрошлаковых или вакуумных печах.
Внепечная доводка, проводимая с помощью агрегатов печь-ковш (АКП) на сегодняшний момент является обязательной частью технологии обеспечивающая получение качественной стали.
Процесс внепечной обработки на АКП позволяет решить следующие задачи: выравнивание температуры и гомогенизацию химического состава, удаление из металла инородных включений и серы, модифицирование расплава модификаторами и микролегирующими элементами, согласование работы плавильного участка и МНЛЗ.
Установка ковш-печь используется в комплекте с индукционными или дуговыми плавильными печами, в которых производится полупродукт и выпускается в сталеразливочный ковш.
Обработки металла на АКП производится в сталеразливочном ковше посредством продувки металла инертными газами и нагревом расплава при помощи электрических дуг, возникающих между графитированными электродами и поверхностью расплава.
Высокоосновный низкоокисленный шлак экранирует дугу и позволяет эффективно проводить десульфурацию расплава.Продувка инертным газом осуществляется через продувочные модули в днище ковша и позволяет перемешивать расплав в процессе нагрева.
Трансформатор АКП используется для трансформации электроэнергии на нагрев жидкого расплава. По сравнению с ДСП поверхность металла в АКП спокойная, дуга стабильная, диаметр бассейна расплава и высота свободного пространства меньше, чем для ДСП. С учетом этого используется специальный печной трансформатор с большой нагревательной способности до 5 оС/мин для работы с супер-дугой.
Основные функции печь-ковша:
- Электродуговой нагрев, после компенсации и последующей технологической обработки доведение до требуемой температуры
- Регулировка химического состава жидкой стали, удаление примесей из расплава
- Десульфурация
- Точная регулировка температуры жидкой стали для МНЛЗ (литья в формы)
Состав основного оборудования установки печь-ковш:
- Сталевоз с электроприводом;
- Водоохлаждаемую крышку с газоотсасывающим патрубком;
- Система подъема свода;
- Короткая сеть;
- Трансформатор с ВРУ;
- Электрододержатели токопроводящие и стойки вертикального перемещения электродов;
- Гидравлическая станция с аккумуляторами;
- Стенд пневматический распределительный; Стенд регулирования подачи аргона;
- Бункера с труботечками и конвейером система подачи сыпучих и ФС;
- Установка для ввода порошковой и металлической проволок;
- Низковольтная система управления и базовая автоматизация.
Как выбрать дуговую печь переменного тока или постоянного тока?
Сравнение ДСП печей постоянного и переменного тока: преимущества дуговых печей, сильные и слабые стороны ДСП и ДППТ на примерах, технологические возможности и их особенности. Например, перемешивание металла, уменьшения гармоник, угар металла, уровень шума, расход электродов и огнеупоров, количество отходящих газов и т.д.
Сравнение дуговых печей постоянного и переменного тока
Основываясь на личном опыте работы на дуговых печах переменного и постоянного тока, хочу Вас предостеречь от принятия, с нашей точки зрения неверного решения, относительно установки электропечи постоянного тока ДППТ. Есть, конечно, некоторые особенности применения постоянного тока для плавки стали, которые положительно влияют на технологический процесс. Например, перемешивание металла, отсутствие поверхностного эффекта, уменьшения гармоник, меньший угар металла, уровень шума, меньший расход электродов, количество отходящих газов по сравнению с ДСП вследствие наличия одного верхнего электрода. Однако некоторые разработчики ДППТ, рекламируя достоинства печей постоянного тока (которые крайне неочевидны), часто умалчивают об их очевидных недостатках:
1. К числу недостатков работы ДППТ следует отнести усложнение электротехнического оборудования.
- Короткая сеть ДППТ, по крайней мере, в два раза длиннее одной фазы ДСП, поэтому масса короткой сети ДППТ на 70-80% выше.
- Наличие анода (подовых электродов) требует дополнительного обслуживания под печью (тут незабываем про ТБ).
- Дополнительная установка тиристорного преобразователя с отдельным контуром водяного охлаждения увеличивает стоимость печи примерно на 30-50% (иногда и выше).
- Усложняет систему водяного охлаждения из-за применения тиристорного преобразователя (требуется дистиллированная вода) и подовых электродов.
2. Применение ДППТ взамен ДСП не обеспечивает повышение производительности печи, так как скорость расплавления и другие периоды по времени не изменяются.
3. КПД дуги ДСП и ДППТ в зависимости от электрического и шлакового режима изменяется в пределах 0,55-0,85 и 0,40-0,75, соответственно, чем и объясняется больший в некоторых случаях, удельный расход электроэнергии в ДППТ.
4. При эксплуатации ДППТ происходит отклонение дуги, вследствие чего происходит неравномерный износ футеровки стен и свода (перерасход огнеупоров). Например, на ОАО «Новосибирский стрелочный завод» наблюдалась следующая стойкость футеровки на ДСП-3 и ДППТ-3:
Средняя стойкость свода: печь ДППТУ - 16 плавок. печь ДСП - 29 плавок.
Средняя стойкость стен: печь ДППТУ - 45 плавок. печь ДСП - 50 плавок.
Таким образом, расход огнеупоров на выпуск 1 плавки на печи типа ДППТУ – 3 возрос по сравнению с печью типа ДСП – 3 на 0,560 т. – 0,367 т. = 0,193 т. или на 53%.
5. Как правило, в рабочее пространство ДСП вводят в 1,5-2 раза больше кислорода, чем в ДППТ, что связано со стойкостью подовых электродов. Например, у нас были случаи, когда при продолжительном окислительном периоде наблюдался размыв металлической подины, что требовало дополнительной ее наварки и спекания, как следствие потери времени и срыв производства.
Также были случаи, когда при размыве подины происходило срабатывание блокировок (перегрев воды на подовых электродах), что приводило к остановке печи и сливу металла в аварийную яму. Сливать металл приходилось также из-за того, что если оставить его в печи и заморозить (пробовали и так), то происходило втягивание подовых электродов в металл в следствие его усадки при остывании, в дальнейшем приходилось полностью разбирать печь и удалять закозлившийся металл вместе с подовыми электродами.
6. Еще один существенный минус ДППТ - это если между подовыми электродами и сводовым электродов попадет электронепроводящая прослойка, например, холодный слой шлака предыдущей плавки или добавочные материалы, такие как известь или известняк. В этом случае необходимо будет разбирать заваленный лом, а это приведет к существенному простою печи.
7. Производители ДППТ часто указывают в достоинствах эффективное удаление неметаллических включений из расплава под действием сил электромагнитного перемешивания. Но ведь процесс многостадийного удаления неметаллических включений неплохо изучен, электромагнитное перемешивание ускоряет протекание лишь одной стадии, доставки включений на границу раздела фазы металл-шлак. Кроме того, при слишком сильном перемешивании наблюдается и обратный процесс увлечения включений вглубь ванны расплава.
8. Усвоения легирующих элементов, под воздействием электромагнитного перемешивания. Ведь усвоение легирующих в первую очередь зависит от степени окисленности металла, состава и окисленности шлака, а также и от характера выпуска металла в ковш, (слив металла со шлаком или без него). Электромагнитное перемешивание может оказать некоторое влияние на растворение легирующих, но никак не влияет на окисленность шлака и металла. Поэтому при одношлаковом процессе плавки усвоение легирующих будет зависеть от состава и окисленности печного шлака и типа выпуска.
Предлагаемые же конструкции ДСППТ могут обеспечивать только слив металла по желобу со шлаком, что не будет способствовать усвоению легирующих. Если же будет применяться двухшлаковый процесс, то усвоение легирующих будет выше, но не превысит показателей ДСП работающих по двухшлаковому процессу.
9. Некоторыми сторонниками ДППТ утверждается, что в них вообще нет необходимости окислять углерод шихты, а если такая необходимость есть, то для этого нужно применять железнорудные материалы (руда, окатыши), чтобы провести рудное кипение ванны. Это якобы позволит обойтись без газоочистных устройств, для ДППТ любой емкости.С этим утверждением согласиться никак нельзя.
Дело в том, что среднее содержание углерода в ломе составляет 0,35-0,55%. При выплавке конструкционных сталей большей части марок содержание углерода в расплаве к концу окислительного периода плавки необходимо снижать до 0,15-0,25%, чтобы иметь возможность использовать дешевые углеродистые ферросплавы для легирования и раскисления стали.
Уменьшение отходящих газов на ДППТ по сравнению с ДСП, наблюдается только в период плавления, что связано с уменьшение зоны горения дуги, так как используется только один сводовый электрод и совершенно никак не будет влиять на образование угарного СО и углекислого газа СО2.
Учитывая то, что СО необходимо дожигать, или разбавлять в отходящих на газоочистку печных газах, то мощность необходимой газоочистки приобретает вполне осязаемые промышленные масштабы, поэтому заявляемые «сверхэкологические» преимущества работы ДСППТ не являются верными, в сравнении с тем, как их обычно преподносят сторонники печей постоянного тока.
Заключение:
Вообще, если бы преимущества постоянного тока были столь очевидны, то мировая металлургия давно уже перешла бы на ДППТ. Ведь практически вся сталь в мире плавится на переменном токе с применением ДСП.Если у Вас небольшой литейных цех и вы плавите чугун или сталь, то определенно лучше поставить дуговую печь переменного тока литейного класса, или индукционную тигельную печь, а кто хочет поэкспериментировать, то пропиаренные печи постоянного тока с их немалой ценой и ждут Вас.
Сравнение индукционных и дуговых печей, их плюсы и минусы
Индукционная сталеплавильная тигельная печь
Преимущества индукционной плавки:
- Низкий угар металлошихты (около 1-3%) и окисляющихся примесей (хром, ванадия, марганца, титана) в индукционных печи
- Отсутствие науглероживания металла от электродов и насыщение металла водородом и азотом за счет дуг в отличие от ДСП
- Однородный металл по температуре и химическому составу
- Выделение тепла непосредственно в металл
- Незначительный уровень шума
- Высокая интенсивность перемешивания (один из основных факторов привыплавки металла в плавильных печах)
- Не требует высокого технологического навыка обслуживающего персонала
- Низкий выброс отходящих газов (по сравнению с ДСП)
Недостатки :
- Подготовка металлолома с низким содержанием серы, фосфора и других вредных примесей.
- Небольшая горловина тигля, следовательно, лом необходимо дополнительно резать, что влечет дополнительные затраты.
- Низкая активность печного шлака, следовательно, невозможно удалить вредные примеси.
- Невозможность проведения окислительного периода (соответственно требуется в металле иметь строго заданное содержание углерода, как основного компонента стали).
- Низкая стойкость футеровки (низкая стойкость тигля индукционной печи)
Дуговая сталеплавильная печь (ДСП)
Преимущества дуговых печей:
- Возможность переработки практически любого лома (как по химическому составу, так и по фракционному)
- Большая гибкость технологического процесса
- Проведение окислительного периода (соответственно возможность удаления фосфора, газов, а также можно регулировать содержание углерода в металле путем его окисления)
- В восстановительный период можно удалять серу (при совмещении с агрегатом печь-ковш данная операция переносится на него)
- Более четкое регулирование работы плавильного и разливочного участков
- Регулирование температуры расплава
- Высокая стойкость футеровки дуговых плавильных печей (в 3-4 раз выше, чем на ИСТ)
- Различные конструктивные исполнения: с эркерным выпуском, со сталеразливочной леткой, с боковыми водоохлаждаемыми панелями или без них и т.д.
Недостатки:
- Большой угар металла в ДСП (около 4-8%)
- Сложная система газоочистки
- Перегрев металла в зоне горения дуг
- Насыщение газами
- Науглероживание металла за счет графитовых электродов, что особенно сказывается, при выплавке ультранизкоуглеродистых марок сталей.
- Высокий уровень шума
- Более высокая стоимость ДСП (по сравнению с ИСТ)
- Требуется большая площадь и строительная высота (по сравнению с ИСТ)